
 19194976688
19194976688


As an important basic part, rolling bearings are widely used in high-speed spindles, high-end machine tools, high-speed trains, generator sets and other equipment because they can support parts that do rotation movement in mechanical equipment.


The surface quality of the ceramic ball must be excellent
Compared with the bearing steel material properties, ceramic materials because of its small density, high temperature resistance, high hardness, corrosion resistance, insulation, small coefficient of thermal expansion, good chemical stability, large elastic modulus, high compressive strength and will not be magnetized and a series of excellent properties, so that it has a very high application value in bearings. At present, ceramic ball bearings are gradually replacing steel bearings and are used in many occasions, especially in aerospace, petroleum, chemical industry and high-speed precision machinery, which have extremely high requirements for the performance of bearings.

Photo source: Sinoma High-tech
At present, ceramic ball bearings can be divided into full ceramic ball bearings and semi-ceramic ball bearings, as shown in the following figure. All ceramic ball bearing inner ring, outer ring and rolling body are ceramic materials; Semi-ceramic ball bearing only the rolling element is ceramic material. Whether it is full ceramic ball bearing or semi-ceramic ball bearing, its rolling body is ceramic material.

Full ceramic bearing and half ceramic ball bearing
Ceramic ball is one of the main components of precision ceramic ball bearing, the processing quality of ceramic ball directly affects the motion accuracy of bearings, the smoothness of operation and the service life of bearings. According to the Chinese national standard (GB/T 308-2002), the highest accuracy level of the bearing ball is G3, followed by G5, the higher the grade, the higher the processing requirements for the ceramic ball, the quality and accuracy indicators are shown in the following table.
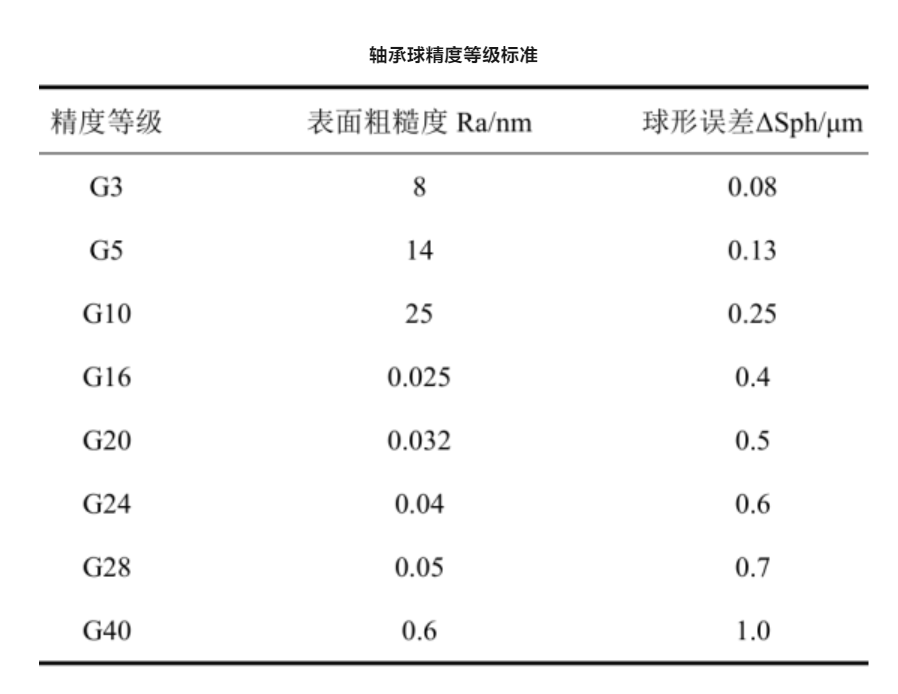
Bearing ball accuracy grade standard
However, due to the inherent high hardness and high brittleness of ceramic materials, coupled with the limitations of the shape of the ball, the ceramic ball has been inefficient in the polishing process, high processing costs and the surface of the ball is easy to damage. In the polishing process of ceramic ball, the polishing force on the ball comes from two parts: one is the pressure exerted on the ball by the grinding disc, which can be regarded as the blunt indenter in the indentation fracture mechanics; The second is that the abrasive particles cut into the surface of the ball, which can be regarded as a sharp indenter in indentation fracture mechanics. Due to the existence of these two roles in the polishing process, it is easy to cause a series of processing defects such as pits, cracks, snowflakes, scrapes, scratches, etc. in the polishing process of the ceramic ball, as shown in the following figure.
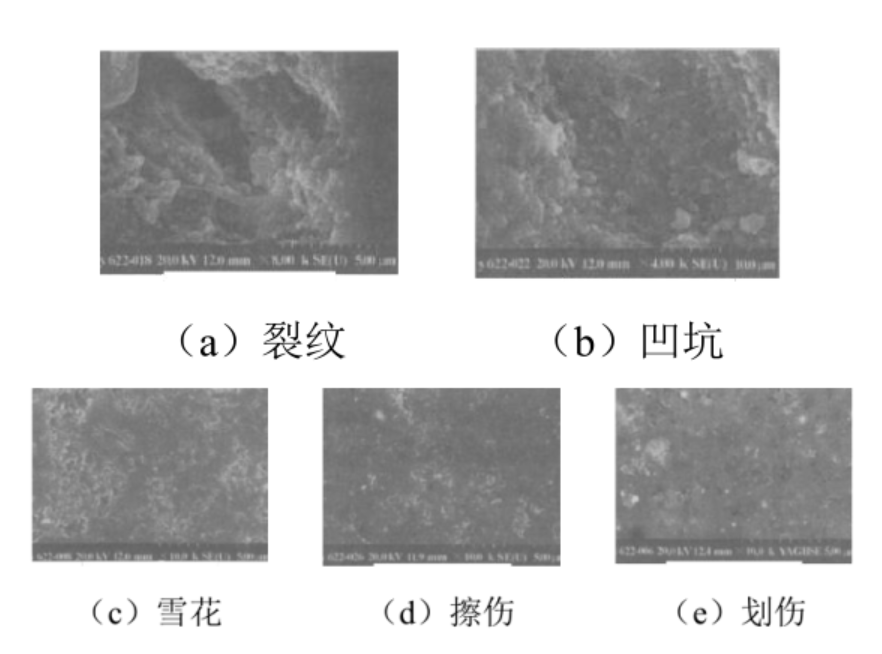
Ceramic ball damage surface
The existence of these defects causes stress concentration in the working process of ceramic ball bearings, and eventually leads to premature fatigue failure of ceramic ball bearings. Therefore, it is of great practical significance and application value to explore a machining method that can reduce the surface defects of ceramic balls.


The main process of grinding and polishing ceramic ball
Four-axis ball grinding process.
The four-axis ball grinding machine is used to grind and polish a single ball, and the rotation Angle changes through different combinations of four-axis rotation directions, so that the instantaneous axis is constantly changing. This grinding method can obtain high processing accuracy, but only one ball can be processed at a time, and the processing efficiency is low.
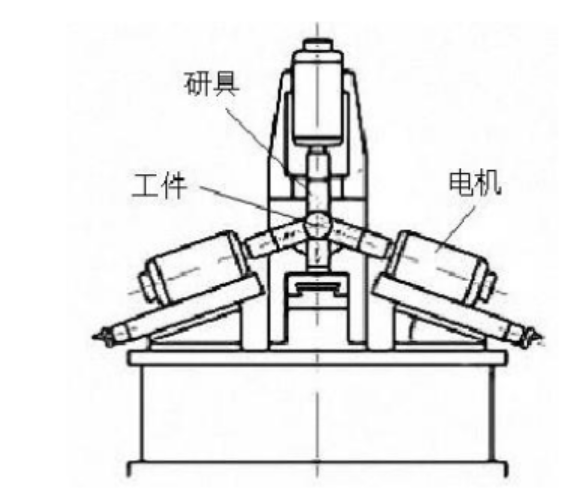
Four-axis automatic spherical grinding machine.
Grinding disc mechanical grinding and polishing process.
The ball blank is polished by the upper and lower grinding disc with guide groove. The ball blank moves along the guide groove on the grinding disc, rotates while rotating, and makes the grinding trajectory uniformly distributed on the sphere through the constant change of the rotation Angle. The commonly used grinding methods mainly include V-groove grinding, conical disk grinding and spin rotary control grinding.

The principle of traditional V-groove grinding and polishing is shown in Figure (a) below. During processing, the track line formed on the surface of the ball blank is 3 coaxial rings formed by 3 grinding and cutting points on the sphere, as shown in Figure (b) below. During the processing, the rotation Angle θ of the ball blank is almost a constant value, because the Angle between the male axis and the rotation axis of the ball blank changes very little, and the 3 coaxial rings are spread at a very slow speed, which is not conducive to the uniform and rapid grinding of the ball. By letting the ball cycle in and out of the grinding disk groove and the ball blank slip, stirring and other phenomena, randomly change the Angle θ of the ball, so that the cutting probability of each point on the sphere is not equal, it is difficult to obtain the high consistency of the ball accuracy, the batch pass rate is usually only about 30%, limiting the processing accuracy and processing efficiency.
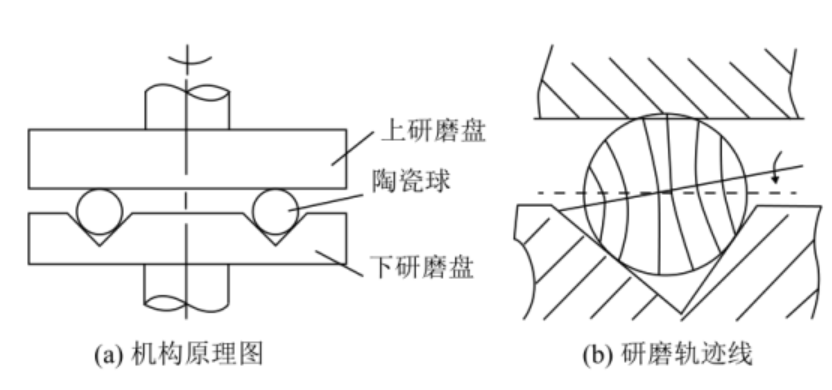
Traditional V-groove grinding and polishing mechanism schematic.
The traditional V-groove finishing method mainly uses diamond abrasive as the polishing medium, the load is about 10 N/ ball, the polishing time is long, and the processing cycle of a batch of ceramic balls takes 12 to 15 weeks. Expensive diamond abrasives and long processing cycles make manufacturing costs high. In addition, under the action of higher load, the high hardness of diamond abrasive will cause surface damage such as scratching, pits and micro-cracks on the surface of the ceramic ball, and these surface damage will be further expanded by the action of external load to form a large brittle crack, resulting in the sudden failure of the bearing ball.
A coaxial three-disc grinding method was proposed by Ritji Kurobe et al., Kanazawa University, Japan. As shown in the following figure, the lower grinding disc in the V-groove grinding mode is dislocated from the V-groove, so that the whole mechanism is composed of 3 grinding discs that can rotate independently, and the rotation Angle of the ball blank is adjusted by controlling the speed change of the 3 grinding discs, so it is called the rotation Angle active control grinding mode. By adjusting the rotation speed of the grinding disc, the Angle θ can be changed in the range of [-90 °, 90°], and the grinding trajectory can achieve full envelope on the spherical surface, which can greatly improve the processing accuracy and processing efficiency, but because of its complex mechanism, and it is not easy to achieve batch processing of ceramic balls, it is only used for the grinding processing of large specifications and small batches of ceramic balls.
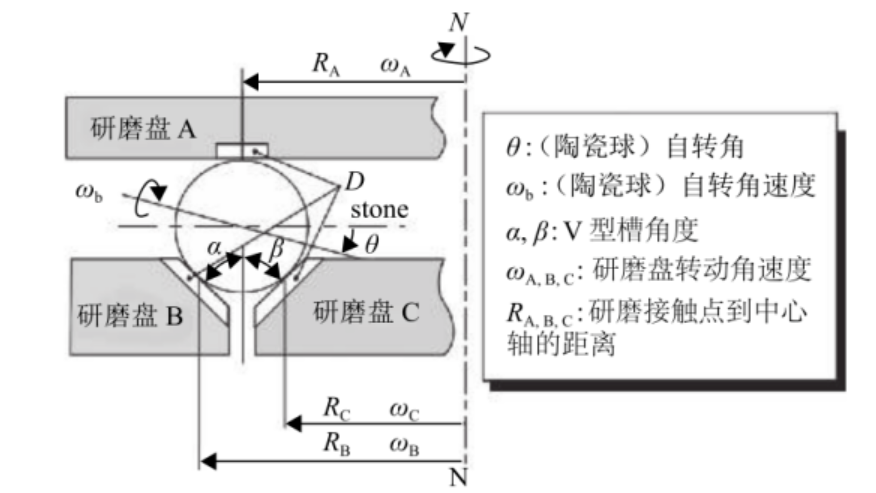
The mechanism principle diagram of active control of grinding and polishing ball by rotation Angle.
Chemical mechanical polishing process.
Chemical Mechanical Polishing (CMP) is now widely used in ultra-precision machining of all kinds of engineering ceramics, functional ceramics and metal materials. When polishing, the nano-scale soft abrasive particles suspended in the liquid medium generate high temperature and high pressure due to friction at the contact point with the workpiece, and in a very short time, chemical reactions occur to generate new substances that are softer than the workpiece material and easier to remove. The reaction product is removed by the mechanical friction between the workpiece and the subsequent abrasive and the polishing disc in a tiny unit of 0.1 nm, so as to obtain a super-smooth surface. In the CMP process, by adjusting the polishing fluid and polishing parameters, defects and scratches can be eliminated to achieve the desired machining effect.
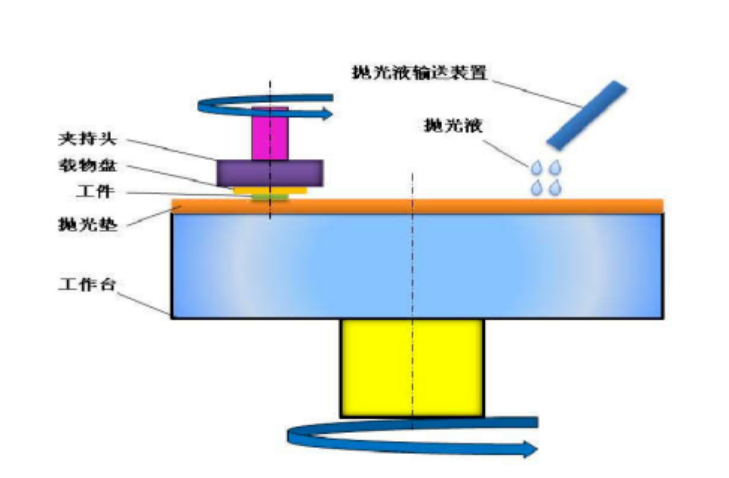
Chemical mechanical polishing diagram.
Ultrasonic vibration assisted polishing.
The process mainly makes polishing tools produce ultrasonic frequency vibration at the same time polishing and grinding, is a kind of ultrasonic vibration and mechanical processing phase compound process method, processing speed is 2-3 times higher than the traditional process. The process mainly makes polishing tools produce ultrasonic frequency vibration at the same time polishing and grinding, is a kind of ultrasonic vibration and mechanical processing phase compound process method, processing speed is 2-3 times higher than the traditional process.
(MFP)Magnetic Fluid Polishing (MFP)
The MHD is usually a colloidal Fe3O4 with a volume percentage of 5 to 10% of the abrasive to form a mixture, the ball blank is placed in a cylindrical grinding disk filled with MHD and abrasive mixture (often aluminum), under which is a row of permanent magnet poles (Nd-Fe-B, etc.). Under the action of the magnetic field, the magnetic particles move in the direction of the strong magnetic field, resulting in reverse buoyancy to the abrasive, so that the abrasive is suspended in the magnetic fluid. When the drive shaft rotates, the ball blank rotates around the grinding disc while rotating in the mixture of magnetic fluid and abrasive, and the abrasive suspended in the magnetic fluid polishes the ceramic ball. The pressure of the ball blank is small (about 1N/ ball) and is elastic, which greatly reduces the defects such as scratches and micro-cracks caused by mechanical grinding on the surface of the ceramic ball. The material removal rate of the spheres processed by MHD polishing can reach 12 μm/min, which is more than 40 times that of the traditional V-groove grinding. The results show that the sphericity and surface roughness can reach 0.14μm and 0.01μm after 3 h processing.
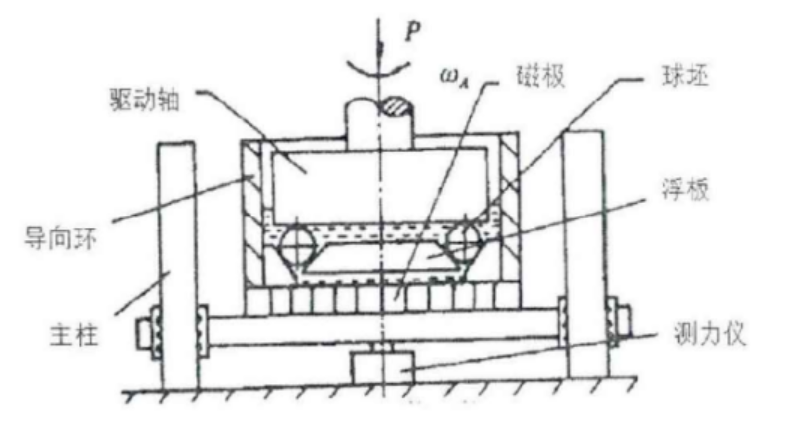
The mechanism principle diagram of MHD polishing ball.
 |

Jiangxi Silicon Nitride New Material Co., LTD  Building 19, Phase 4, Electronic Information Industrial Park, Hedong Industrial Park, Nancheng County, Fuzhou City, Jiangxi Province
19194976688 16679068073 sales@sixny.com.cn |
Copyright © 2024 江西氮化硅新材料有限公司 All Rights Reserved.
技术支持